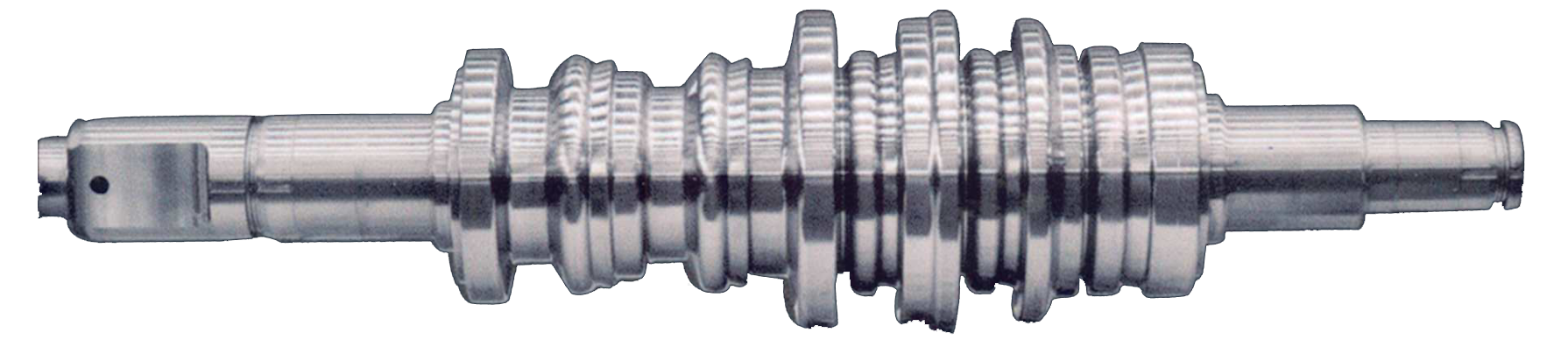
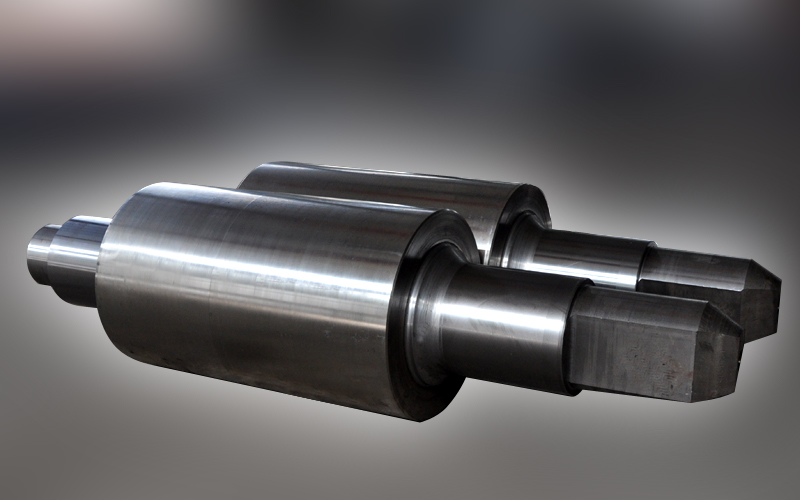
Мы поставляем сортовые валки для производства фасонного проката, рельсобалочных станов, крупно- средне- и мелкосортных и проволочных прокатных станов.
Для определения подходящего материала валков сортопрокатного стана необходимо учитывать комплекс характеристик процесса прокатки для каждого прохода (клети), а именно:
- характеристики прокатываемого материала (температура, марка)
- механическую нагрузку на валок (усилие прокатки и приводной момент)
- калибровку валка на данном проходе (исходное и конечное сечение, угол захвата, максимальная глубина ручьёв)
- тепловую нагрузку (включая скорость прокатки и охлаждение валков)
Свойства валков:
- механические свойства (предел прочности при растяжении и изгибе, модуль упругости)
- твёрдость поверхности – радиальное распределение твёрдости
- износостойкость
- устойчивость к трещинообразованию (при условии качественного охлаждения)
- глубина рабочего слоя
Получение требуемых свойств валков достигается путем подбора материала валка, обеспечения технологии выплавки и разливки, а также подбора и обеспечения технологии термообработки.
Валки для прокатки сортового металла производятся путем центробежного литья из следующих материалов: